
摘要:本文比较了电火花线切割加工和电火花成形加工的工艺和机理,通过实地计划设计验证,发现电火花线切割加工适用于切割金属薄板材料,具有高精度和高效率的特点;而电火花成形加工则适用于加工复杂形状的金属零件,具有加工精度高和表面质量好的优势。两种加工方法各有优缺点,应根据具体加工需求选择适合的加工方法。
本文目录导读:
电火花加工作为一种重要的非传统加工方法,广泛应用于制造业中,电火花线切割加工和电火花成形加工是电火花加工的两种主要形式,它们在工艺和机理上既有相似之处,也有明显的差异,本文将详细探讨这两种加工方法的工艺和机理,并比较其同异点。
电火花线切割加工的工艺和机理
1、工艺过程
电火花线切割加工是利用细金属丝(电极丝)作为工具电极,通过脉冲电源进行电火花放电,对工件进行切割的一种加工方法,其工艺过程主要包括以下几个步骤:
(1)工件和电极丝的定位与固定;
(2)设置合适的脉冲电源参数,如电压、电流、脉冲宽度等;
(3)启动电火花线切割机,使电极丝与工件之间产生电火花放电,进行切割;
(4)对切割过程进行监控和调整,确保加工质量。
2、加工机理
电火花线切割加工的机理主要是电火花放电现象,在脉冲电源的作用下,电极丝与工件之间产生电火花,形成高温和高压,使工件材料局部熔化甚至汽化,从而实现切割,电极丝的移动和工件的旋转或移动相结合,实现了对工件的切割。

电火花成形加工的工艺和机理
1、工艺过程
电火花成形加工是一种利用电极和工件之间的电火花放电进行加工的方法,其工艺过程主要包括以下几个步骤:
(1)设计并制造合适的电极;
(2)设置合适的脉冲电源参数;
(3)将电极和工件放置在电火花成形机的工作台上;
(4)启动电火花成形机,进行加工;
(5)对加工过程进行监控和调整,确保加工质量。
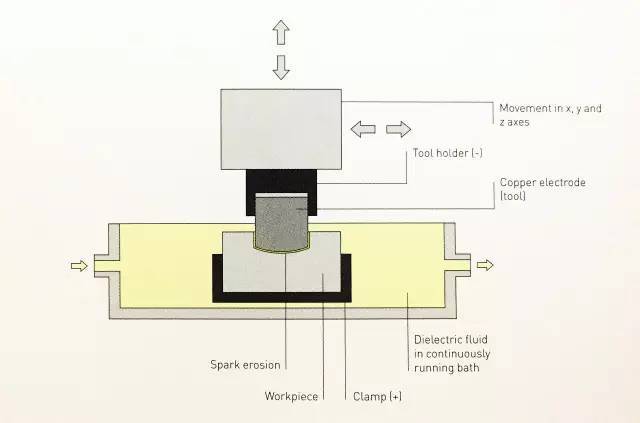
2、加工机理
电火花成形加工的机理也是基于电火花放电现象,在脉冲电源的作用下,电极和工件之间产生电火花,形成高温和高压,使工件材料局部熔化甚至汽化,从而实现加工,通过控制电极的形状和位置,以及调整脉冲电源参数,可以实现各种复杂形状的加工。
电火花线切割加工与电火花成形加工的异同点
1、共同点
(1)两者都是利用电火花放电现象进行加工;
(2)都需要使用脉冲电源;
(3)都适用于加工导电材料;
(4)加工过程中都会产生高温和高压。
2、差异点
(1)工艺过程不同:电火花线切割加工主要利用细金属丝进行切割,而电火花成形加工则通过电极进行成形加工;
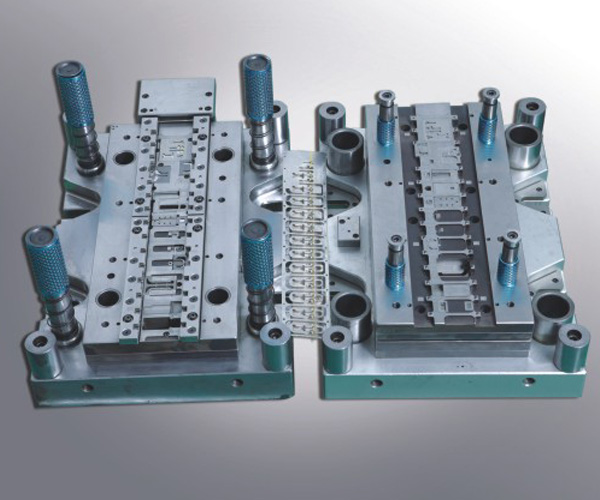
(2)应用领域不同:电火花线切割加工主要用于切割各种导电材料,特别是金属材料的切割,而电火花成形加工则广泛应用于模具、零件、金属艺术品等的制作;
(3)加工精度和表面质量:由于电火花线切割加工的电极丝较细,其加工精度较高,表面质量较好,而电火花成形加工则通过控制电极形状和位置进行加工,其加工精度和表面质量受到电极制造精度和工艺参数的影响。
电火花线切割加工和电火花成形加工是电火花加工的两种主要形式,它们在工艺和机理上有相似之处,但也有明显的差异,了解这些差异有助于我们更好地选择和应用这两种加工方法,在实际应用中,应根据工件的形状、材料、加工要求等因素选择合适的加工方法。
 京公网安备11000000000001号
京公网安备11000000000001号 京ICP备11000001号
京ICP备11000001号